
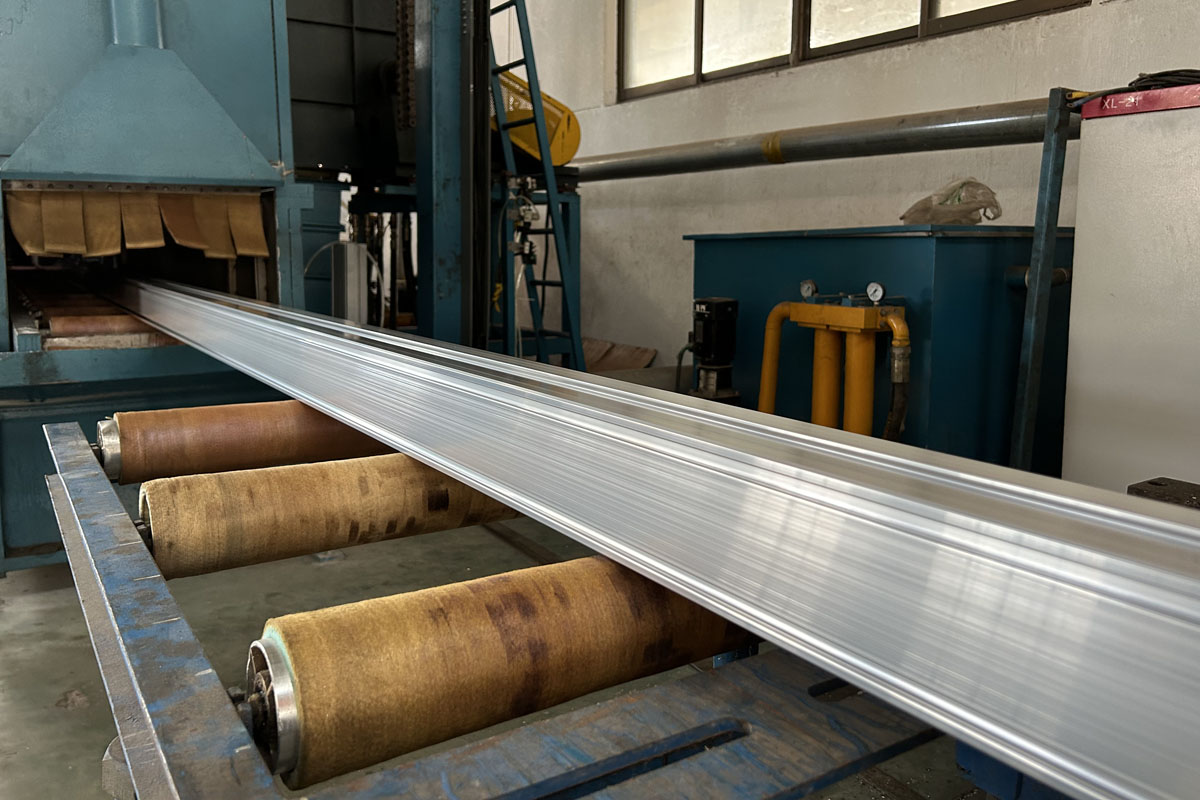
影響鋁材擠壓成品率的幾個因素
模具設(shè)計制作及修模水平、工裝設(shè)備及工藝技術(shù)控制、車間管理及員工操作是提高成品率的重要因素。需要補充的是,機臺班長在生產(chǎn)過程中真實記錄模具原始參數(shù)對提高成品率有不可忽視的輔助作用,科學(xué)合理地制定產(chǎn)能、成品率激勵制度是“提高成品率”的有力保障。
筆者認為,擠壓成品率與以下幾方面有直接的聯(lián)系:
1、員工飽滿的工作熱情是提高和穩(wěn)定成品率的一個重要因素,任何產(chǎn)品都是人做出來的,人是至關(guān)重要的因素。俗話說“車間如戰(zhàn)場”,員工如果都能做到精神煥發(fā),做事有頭有序,忙而不亂,相信成品率會有提高。
2、班組合理計劃組織生產(chǎn)是提高成品率的重要因素,優(yōu)秀的擠壓班長,組織能力強,不但能完成生產(chǎn)計劃,保證訂單按時較貨,而且能提高成品率。
3、擠壓環(huán)節(jié),選用合符排產(chǎn)的鋁合金鑄棒,防止產(chǎn)生批量廢料,是提高成品率的前提。
4、業(yè)務(wù)技能強的班組,能選用符合排產(chǎn)的模具壁厚,熟悉模具的使用情況是提高成品率的關(guān)鍵。如果由于選用的模具壁厚不符合排產(chǎn)要求,不熟悉模具的使用情況,勢必導(dǎo)致頻繁卸模,成品率自然受到影響。
5、規(guī)范的工藝操作是提高成品率的有力保證。要嚴(yán)格執(zhí)行“三溫不達標(biāo)不能生產(chǎn)”,不移動模具中心位,保證適宜的開機速度。剪棒不超長,保證工藝廢料符合規(guī)范要求。
6、機臺人員要具備較強的質(zhì)量意識,綜合技能好,加強每道工序的自檢工作,預(yù)防產(chǎn)生批量不合格廢料,做到“不合格不生產(chǎn)、不合格不流入下工序”,規(guī)范操作,做到輕拿輕放,杜絕產(chǎn)品人為擦碰傷。
7、鋸料長度要準(zhǔn)確。要保證定尺準(zhǔn)確,每鋸切一次要留意定尺擋板不能移動,料頭統(tǒng)一到位。
8、合理的裝框能避免壓壞,是提高成品率的有效方法:根據(jù)產(chǎn)品不同形狀,壁厚采用分層,增加每層隔條支數(shù)的裝框方法,以避免產(chǎn)品壓壞。
【來自網(wǎng)絡(luò)】
相關(guān)資訊



生產(chǎn)車間
鋁材拋光機

- 鋁材拋光機
不銹鋼拋丸機

- 不銹鋼拋丸機
1800T長棒熱剪爐

- 1800T長棒熱剪爐
1000T擠壓生產(chǎn)線

- 1000T擠壓生產(chǎn)線
不銹鋼拋丸機
1800T長棒熱剪爐
1000T擠壓生產(chǎn)線
同類文章排行
- 汽車鋁型材的特征及選型考慮要素
- 工業(yè)鋁型材的九大分類及用途
- 硬質(zhì)氧化膜的6大性質(zhì)及電解方法,了解嗎
- 硬質(zhì)陽極氧化處理的工藝要求講解
- 關(guān)于網(wǎng)站內(nèi)容違禁詞、極限詞失效說明
- 鋁管的四大特點及陽極氧化處理的五個步驟
- 鋁型材陽極氧化的特點及處理方法
- 工業(yè)鋁型材進行陽極氧化處理的5大優(yōu)勢
- 船舶用鋁材有哪五大優(yōu)勢特征
- 航空材料鋁合金為什么要陽極氧化處理
- 什么是鋁管,有幾大分類?
- 什么是鋁型材陽極氧化,新解讀
- 影響鋁材陽極氧化膜質(zhì)量的因素
- 船舶用鋁材在船舶制造起到的關(guān)鍵作用
- 鋁型材陽極氧化產(chǎn)生色淺、色差,怎么辦
- 鋁合金陽極氧化后,這些優(yōu)勢不一般
- 鋁棒的陽極氧化,不要忽視這些要點
- 船舶用鋁材應(yīng)用于船舶中的優(yōu)勢特點
- 為什么鋁型材要經(jīng)過陽極氧化處理
- 鋁管的優(yōu)勢及陽極氧化效果
